Накатка резьбы
Резьбонакатка производится на резьбонакатных автоматах и полуавтоматах, иногда на токарных и револьверных станках с применением следующих инструментов: накатных плашек, роликов с кольцевой или винтовой нарезкой, а также роликов и резьбовых сегментов.
Резьбу соответственно можно накатывать тремя способами:
1. Накатка плоскими плашками. Такой метод предусматривает комплекта из нескольких плашек. Одну обязательно соединяют с ползуном станка и поэтому она движется возвратно-поступательно. Вторая монтируется в статичном положении на станке . Первая, двигаясь, захватывает деталь и прокатывает ее по неподвижной производя накатку. Существует несколько вариантов использования плашек при накатке:
Накатывание двумя плашками, одна при этом подвижная, а вторая нет. При этом способе накатки заготовка размещается между плашками. Их боковые стороны — это прямолинейные плоскости, которые выполнены под углом и соответствуют сечению резьбового профиля. Подвижная плашка движется прямо, а тангенциальное усилие поворачивает заготовку вокруг своей оси. Для передачи резьбового профиля от плашки к заготовке необходимо применить радиальное усилие, которое в свою очередь будет перпендикулярно оси. Таким способом можно изготавливать все виды резьбовых деталей, имеющих форму цилиндра и рифления по форме треугольника или трапеции: болты, винты, шпильки, шурупы и т.д.
Накатывание тремя плашками, где одна подвижная, а две нет. Данный метод помогает значительно ускорить выработку. Заготовки подают на статичные плашки. Когда плашка совершает прямой ход, резьба наносится на первую заготовку, а когда возвращается на вторую. Таким способом можно изготавливать все виды резьбовых деталей, имеющих форму цилиндра и рифления по форме треугольника или трапеции
Накатывание двумя плашками, где одна неподвижная, а другая подвижная и имеет несколько заборных частей. Механизм специализированной подвижной плашки состоит из 2-х частей забора, а это позволяет производить одновременно накатывать резьбу на две заготовки. Данный метод накатывания используется для изготовления только цилиндрических изделий.
Накатывание плашкой, оборудованной специальными вставками. Этот метод позволяет выполнять одновременную накатку на несколько цилиндрических заготовок, при условии, что длина вставок равна длине резьбы большого диаметра.
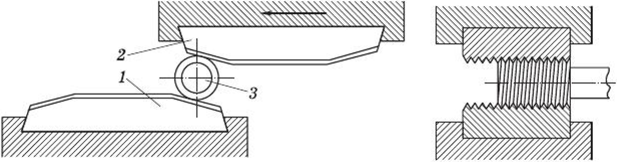
1- неподвижная плашка; 2- подвижная плашка; 3 - цилиндрическая заготовка

2. Ролики с кольцевой или винтовой нарезкой. Данный способ получил повсеместное применение в промышленности . Процесс формирования резьбы производится путем обкатывания профиля, который наносится предварительно. Это своего рода накатка насечек на резьбе, образующаяся за счет принудительного вращения роликов. В процессе движения станок совершает также радиальное перемещение функциональных элементов с помощью приложенного усилия от гидравлического привода. В свою очередь, цилиндрическая заготовка находится между роликами на опорной части или в патроне захватывающего устройства. Она вращается под влиянием силы трения, которая образуется при контакте роликов с поверхностью детали и увеличивается по мере внедрения деформирующего профиля. Накатка тремя роликами производится гораздо реже. Радиальная подача в этом случае подается одновременно всем трем роликам. Так как заготовка самоцентрируется, благодаря самим роликам, то смысл наличия каких-либо опор в данном случае отпадает.
Автоматы, которые накатывают резьбу роликами, существенно превосходят по производительности резьбонакатные автоматы, работающие плоскими плашками.
Применяемые ролики могут быть как с винтовыми, так и с кольцевыми витками. В первом случае оси роликов и накатываемой заготовки параллельны, а во втором — наклонены под углом подъема . Длина резьбы, которая накатывается таким способом фактически не имеет ограничений.

3. Ролик и сегмент. Накатывание резьбы происходит при использовании тангенциальной подачи . На внутренней поверхности сегмента и наружной поверхности ролика по винтовым линиям расположена многозаходная резьба, соответствующая профилю накатываемой резьбы заготовки . Аналогично плоской накатной плашке, сегмент имеет заборную, калибрующую и сбрасывающую части. Ролик имеет возможность вращения при статичном сегменте и наоборот. Во время вращения ролика или сегмента заготовка подается в рабочую зону, приобретает вращение, за счет сил трения, и постепенно проходя вдоль сменяющихся участков сегмента, происходит деформация, благодаря которой получается нужный профиль резьбы.
Резьба на заготовке при этом формируется постепенно, так как расстояние между кольцевой плашкой и роликом варьируется, уменьшается во время подачи заготовки в рабочую зону и увеличивается на выходе заготовки из зоны накатывания. В течении процесса резьбонакатывания заготовка совершает некоторое количество оборотов. Заготовки в зону загрузки можно подавать бесперебойно, что является отличным показателем. Применяется такой метод только в крупносерийном и массовом производстве для изготовления болтов, шпилек, винтов, гаек, имеющих резьбу 2-го и 3-го класса точности.

Другие услуги
Они могут вас заинтересовать
Наша компания также оказывает ряд других услуг которые могут оказаться полезными именно вам.


